伴隨著工業(yè)的發(fā)展,,加工行業(yè)出現(xiàn)了越來越多的難加工材料,,對加工刀具的要求也越來越高,。高效,、精確、高耐磨、高穩(wěn)定性的刀具將是今后的發(fā)展方向,。刀具向高效、硬,、干切削,、高精密金屬切削等方向發(fā)展,而對于硬材料加工CBN刀具是實現(xiàn)高精度,、高效率的必要刀具,。那CBN刀具種類是什么?
當前,,機械制造行業(yè)正朝著高速化,、智能化、環(huán)保的方向發(fā)展,,產(chǎn)品不斷更新,,制造企業(yè)對切削速度的要求越來越高,對刀具性能提出了更高的要求,。CBN刀具性能和分類,。
以前,CBN工具很少使用,,是因為它的成本太高?,F(xiàn)在,,盡管CBN刀具的價格還是很昂貴,,但是它的質(zhì)量和可靠性已經(jīng)提高了。CBN刀具是一個追求品質(zhì)與效率的時代極佳的刀具材料,。因此,,在汽車、航空航天,、醫(yī)療器械等行業(yè)的切削加工中,,競爭激烈。而對于剛性較好的機床,,生產(chǎn)商則能充分發(fā)揮CBN刀具的潛力,,為生產(chǎn)商提高生產(chǎn)效率,降低生產(chǎn)成本,。

現(xiàn)有CBN刀具分為整體型、復合型和嵌合型,,如整體型CBN刀片,,具有良好的耐磨性和抗衡性,在高硬度鑄鐵領(lǐng)域中得到了很好的開發(fā)與應(yīng)用,。例如合金鑄鐵粗加工時,,由于鑄件余量大,,而不可避免地會出現(xiàn)夾砂、氣孔等鑄造缺陷,,這對刀具來說是一個很大的困擾,,特別是硬度高于HRC50的加工難度。
采用一體的CBN刀進行雙面刃加工,,減少刀具生產(chǎn)成本,,而且整體式CBN刀具的橫截面厚度為4.76mm,比傳統(tǒng)刀具3.17mm厚,,這使得刀片在標準墊片硬質(zhì)合金刀把槽上可以可靠安裝,。
CBN刀具也有復合型和嵌嵌型。所說的復合式就是只在刀具的一面進行加工,,基體選用了較好的硬質(zhì)合金基體,,將CBN材料燒結(jié)于刃口部位。多重切削刃口僅在刀片的一側(cè),。相對于整體的CBN刀片來說要經(jīng)濟一點,,但是這一復合CBN刀刃只能用于精加工。
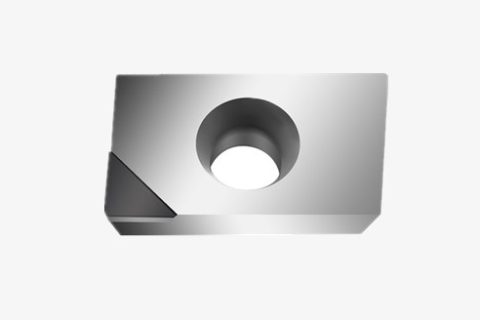
另一種是鑲嵌的CBN刀具,,同樣的基體是硬質(zhì)合金刀具,,但是與復合刀刃相比是雙面(上下)刃口都可以使用,比如菱形刀片,,復合式是兩個刃口,,鑲嵌式是四個刃口(如下圖所示)。僅適用于精加工過程,。
CBN刀具更適合硬零件的加工,。
CBN刀具更適用于硬件的加工,事實上,,被加工工件的硬度通常高于HRC45,,如果CBN刀具加工硬度低于45HRC,效果就不太理想,。
采用整體CBN刀具進行粗加工,,可大大提高加工過程中的效率,但對機床剛性較好的機床,,可提高機床的線速和吃刀深度,,反之則降低。
而在加工過程中,,通常應(yīng)使用淬火鋼,,硬度一般高于HRC45,且有許多硬度高于HRC60,對傳統(tǒng)硬質(zhì)合金刀具而言,,根本不可能實現(xiàn)切削加工,。但是對于CBN的工具來說卻很簡單。急冷鋼一般屬于精加工工序,,其余量較少,,故常采用復合型或嵌合型CBN刀具,但為了更加經(jīng)濟,、實用,,一般會選用刀刃較多的鑲鑲CBN刀具。
具有成熟的刀具牌號和淬硬鋼切削參數(shù),。例如連續(xù)切割推薦BN-H11牌號,,中切下推薦使用BN-H20牌號,強斷下切削推薦使用BN-S20,。不用考慮機床剛性和裝夾方式,,用鑲CBN刀精加工可以實現(xiàn)250m/min的線速,取代粗磨,,精度可達Ra0.4,。
在當今世界,隨著環(huán)境污染的治理日趨嚴格,,制造業(yè)愈來愈注重環(huán)保,,在切削加工過程中,切削液處理成為一大難題,。以前的切割液一般都是用有害的物質(zhì)處理掉,,處理費用也很高,而且切屑也要處理后再回收,。
目前,,CBN刀具已廣泛使用,實現(xiàn)干切削,,有效地降低了生產(chǎn)成本。CBN刀具能承受1300℃的高溫,,并能在高溫下正常工作,。而且硬度高,不需要排屑槽等設(shè)計,。上述是CBN工具的相關(guān)內(nèi)容,,希望以上內(nèi)容對讀者有所幫助。