目前,,合金銑刀的應用越來越廣泛,,主要是硬質合金銑刀具有較好的壽命和耐磨性,目前其使用范圍和使用要求比較廣泛,,即使切削條件的選擇稍有不當,,也不會出現(xiàn)過大問題。但合金銑刀應用范圍廣,,與合金銑刀的加工性能和優(yōu)點是不可分割的,。以下合金銑刀制造商將與大家談談合金銑刀加工特性能和優(yōu)點。

合金銑刀優(yōu)點:
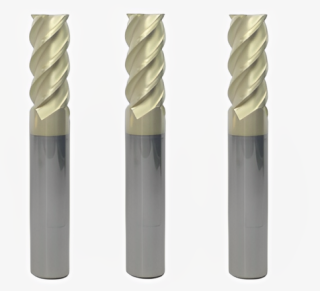
與高速鋼銑刀相比,,合金銑刀具有更高的加工速度、更好的表面質量,,并且能在工件上有硬質,、硬質層,因此被廣泛使用,。
本實用新型以硬質合金材料為主,,切削刃口尺寸較小,加工表面質量較好,,刀具刃口尺寸較大,。用普通圓弧銑刀或圓錐銑刀經旋轉或直接磨削,左旋刀或右旋刀均能完成切削,,左旋或右旋磨削均能完成,。
核芯厚度可以通過循環(huán)或變量來編程。此外,,用戶還可使用剪切角刀齒進行磨削,,這一方案特別適用于高速鋼和硬質合金鋼盤焊材料的磨削,而不適用于全硬質合金磨削,。
同時,,減少了加工過程中對合金銑刀的需求,使得整個生產過程更加快捷,。工件幾何尺寸的公差僅與刀具精度有關,,不再對加工中心的精確度有影響,生產過程更容易處理,。
用面銑刀加工平面,,既要參與切削的刀齒較多,又要對副切削刃進行光整,,使加工表面粗糙度值小,,這樣就能獲得較大的切削用量,生產效率高、應用廣,。
合金銑刀加工特性:
硬合金銑刀的中心線與產品工件邊緣線相重疊,,或者是靠近工件邊緣,都會造成較大的損傷,。
在實際操作中,,應進行以下設備維修管理工作:檢查NC車床的輸出功率和彎曲剛度,以保證數(shù)控車床上所需的刀具直徑能得到應用,,數(shù)控刀片在主軸軸承上的懸垂距離達到最小,,減少刀具中心線和工件加工部位對沖擊載荷的危害。
選擇適當?shù)牡洱X距,,與工藝過程相適應,,以確保不會因過度的刀刃與產品工件齒合而產生振動;另一方面,,在切削狹小的產品工件或加工凹模時,,應確保有足夠的刀頭及產品加工齒合。
當專用刀具磨損達到足夠厚度時,,保證使用每一刀的走刀,,可有效地減少專用刀具磨損,從而獲得合適的鉆頭實際效果,??蓪倨吆拖业额^,具有正前角槽位的可屬七和弦刀頭,,以獲得光滑性好,、輸出功率小,。
對于硬質合金銑刀生產廠家而言,,除了要考慮設備、砂輪等因素外,,還應合理選用研磨液進行修磨保養(yǎng),。碳化硅材料本身硬度高,脆性大,,加工溫度可達1000℃左右,,但所產生的大量熱能僅有15%與研磨屑一起帶出,8%隨工件一起帶出,。
用于硬質合金銑刀生產的磨削液,,具有以下特點:良好的潤滑性能、極壓性能,;硬質合金銑刀因其優(yōu)異的冷卻性能,,能及時地洗去磨削所產生的磨削屑和砂輪磨損,良好的抗泡性能,防止大流速,、高速磨削液產生泡沫,;高效的冷卻、清洗性能,,有效防止鈷的析出,。
做好對硬合金銑刀的維修工作,可增加數(shù)控刀片的應用,,提高工作效能,。
上面介紹了有關合金銑刀的加工性能和優(yōu)點的有關內容,指出合金銑刀雖然在高速切削中有很好的耐磨性,,但其應用范圍卻不夠廣,,而且切削條件必須嚴格符合刀具要求。盡管目前硬質合金立銑刀的應用范圍還不夠廣泛,,但相信不久后將會有一種比高速鋼銑刀更為普遍的硬質合金銑刀,。但愿上面能對讀者有所幫助。