各種切削工具材料在開發(fā)過程中都存在著一些不正常現(xiàn)象,,需要不斷地探索和研究。每種材料都有不同的特點,,在使用中應(yīng)根據(jù)被加工物料的特點,,甚至加工工藝條件,選擇合理的加工方法,。超硬材料加工對加工刀具是一項考驗,,如何有效率的加工,同時降低成本的機械加工廠都需要面臨的問題,。而PCD刀具和CBN刀具解決了超硬材料加工難的問題,!
我們都知道鉆石是世界上最硬的物質(zhì),,作為切削工具也是非常理想的材料,,因此,它的應(yīng)用相當(dāng)廣泛,。但其與黑色金屬具有親和力,,且溫度約為700℃時,就會發(fā)生石墨化現(xiàn)象,,使金剛石磨損加快,,因此僅適用于切削有色金屬及非金屬材料。但已經(jīng)有人試圖打破這一限制,,如美國LLNL國家實驗室的Cassteven教授,,使用富碳性環(huán)境,直接切割黑色金屬,,取得了一定效果,;我國哈工大采用液氮噴淋技術(shù);以超低溫切削黑色金屬,。而且同樣起到了一些作用,,近來有人認(rèn)為含有一定量硼的金剛石具有切削黑色金屬的潛力,總之,,在不遠(yuǎn)的將來,,是有可能突破的,。
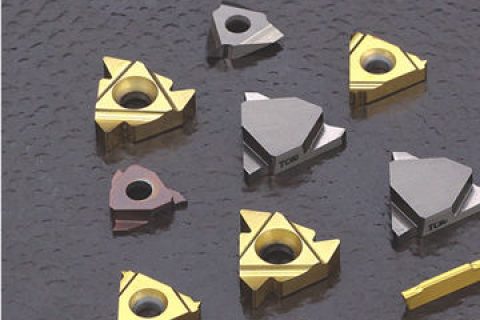
PCD刀具和CBN刀具解決了難加工切削材料的難題。在刀具材料領(lǐng)域,,這兩個先進(jìn)概念刀具的加工難題已經(jīng)是眾所周知的,。本實用新型的CBN刀具用于連續(xù)或間歇切削淬硬黑色金屬,并切削加工焊接金屬和復(fù)合金屬,。PCD刀具主要用于銑削有色金屬,、復(fù)合材料,、塑料和極難加工的超合金,。
選用合適的刀具材料取決于對下列因素的綜合考慮:金屬的硬度或材料類型;切削加工的性質(zhì)(持續(xù)切削,,輕負(fù)荷或重負(fù)荷不間斷切削)和采用的加工工藝(例如單點車削或銑削),。正確使用刀具技術(shù)可使其它加工工藝(例如鉆削、鉸削和切刀)受益,。
立方氮化硼(CBN或PCBN)是一種硬度僅次于金剛石的人工合成材料,,具有很好的高溫穩(wěn)定性(在加工硬化黑色金屬和超合金材料時產(chǎn)生較高溫度)。CBN刀片作為一種新型刀具,,廣泛用于硬質(zhì)材料(如鑄鐵)的車削,,具有較高韌性的CBN刀具和特殊刀柄,因此CBN刀片還可用于銑削加工,。硬車削可以代替磨削,,得益于機床技術(shù)的進(jìn)步,特別是數(shù)控車削中心的剛性和功率的提高,。
根據(jù)切削加工的觀點,,在用PCD或CBN刀頭作切削刃的刀具中,大約95%的刀具采用了硬質(zhì)合金,。影響刀具性能的因素有很多,,比如PCD、CBN,、硬質(zhì)合金,、硬質(zhì)合金以及PCD與硬質(zhì)合金的界面性能。它為我們提供了一次很大的機會來開發(fā)金剛石工具,,即硬質(zhì)合金,,金剛石技術(shù),以及控制金剛石和硬質(zhì)合金之間界面技術(shù),。
超硬性材料涂層的切削工具出現(xiàn)較陶瓷涂層早,,但仍然存在很多問題有待解決,尤其是粘接強度的下降,,直接影響著刀具的使用壽命,。對于陶瓷涂層也會出現(xiàn)這樣的問題,例如在涂前對切削刀具進(jìn)行清潔處理;又如切削工具的刃磨,,不允許有刀刃退火,,不允許留下毛刺,也有使用多層方法解決,,但在超硬層方面需要新的發(fā)展,。