刀具是現(xiàn)代加工工業(yè)的基本工具,。鉆石作為一種超硬刀具材料已經(jīng)在切削加工中得到廣泛應(yīng)用,天然金剛石的價格昂貴制約了其發(fā)展,。為此,,人們采用高壓合成方法合成聚晶金剛石(PCD),解決了天然金剛石數(shù)量少,、成本高的難題,。將金剛石工具應(yīng)用于航空、航天,、汽車,、電子,、石材等行業(yè)。那么在金剛石銑刀中,,PCD銑刀深孔切屑原理及運用,!
聚晶金剛石銑刀主要用于加工有色金屬和其它非鐵金屬,能磨出非常鋒利的刃口,,獲得更好的加工表面,,還可加工非金屬新型材料,可切削加工硬質(zhì)合金及工業(yè)陶瓷等高硬度產(chǎn)品,。
鑄件整體多路閥閥孔的加工是非常困難的,。要達到如此高的精度和粗糙度,其孔尺度精度和粗糙度要求較高(圓柱度為0.002,Ra=0.2),,用一般的機械加工方法很難達到這種精度和粗糙度,。氣門孔的精加工一般選擇手工研磨,這種方法雖然保證了孔的幾許形狀精度,,但孔徑尺度精度低,,分散度大,要專配磨閥桿,,這種加工方法雖能保證孔的幾許形狀精度,,但其加工精度較高,且產(chǎn)品質(zhì)量難以控制,,工人勞動強度大,,生產(chǎn)功率低。PCD銑刀是一種新型的深孔超精加工刀具,,其加工孔圓柱度可以達到0.001,,粗糙度可達Ra=0.1-0.2,其尺寸精度可控制在0.015以內(nèi),,具有很高的互換性,。PCD銑刀在下面主要以φ32×256閥孔超精加工談PCD銑刀的描繪與應(yīng)用。

一是PCD銑刀切割原理。
PCD銑刀的切削機理與珩磨,、研磨相似,,兩者均為磨料微刃切削,但PCD刀具的切削機理與珩磨,、研磨有明顯的差別,。
PCD銑刀鉸孔與珩磨珩孔的主要區(qū)別在于:調(diào)整PCD銑刀后,在鉸孔過程中鉸刀直徑固定不變,,而不受加工孔原有形狀和誤差的影響,,一起來調(diào)整PCD銑刀的刀徑,。但珩磨加工時,珩磨油石在工件孔內(nèi)起浮,,在彈性作用下使若干個珩磨條緊密粘附在孔壁上,,因而珩磨前內(nèi)孔的幾許精度對珩磨后內(nèi)孔的幾許精度影響較大。
第二,,PCD銑刀鉸孔和內(nèi)研磨的區(qū)別在于,,PCD銑刀表面上固定的金剛石顆粒在金剛石鉸削過程中進行有規(guī)律的軸向和圓周運動,鉆石微粒刃口具有去除金屬的作用,;在研磨時,,磨料懸浮在部件和研具之間,有些磨料嵌在研具的表面,,利用磨削工具和工件之間的相對運動,,將磨削金屬在金屬表面。顯然,,安裝在鉸刀體內(nèi)表面的金剛石粒子比在研磨時滾動的磨具有更強的切削性能,。金剛石鉸削工效遠高于研磨。
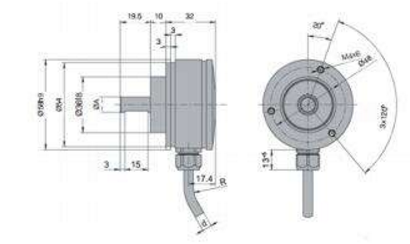
PCD銑刀的結(jié)構(gòu)設(shè)計,。
PCD銑刀的結(jié)構(gòu)分為固定式和可調(diào)式兩類,。固定PCD銑刀布置簡潔,前導引,、鉸刀體,、后導軌為一整組,制作簡單,,但鉸刀直徑是固定的,,一旦磨損,就無法從頭調(diào)整應(yīng)用,。所以只適合小批量的生產(chǎn),,否則會因為金剛石價格昂貴,形成產(chǎn)品的成本很高,。本實用新型采用可調(diào)節(jié)PCD銑刀固定方式,,采用一根共享刀桿將前導套、鉸刀體,、后導套連為一體,,選用螺紋固定,重復(fù)性使用率高,。鉸刀體內(nèi)有開口的螺旋槽,,內(nèi)孔和套管選擇錐面合作,軸瓦和刀桿選擇小間隙配合,。磨耗后的磨耗尺度可以被軸錐上微小的運動,,從而抵消了磨耗的大小,。
上面介紹了金剛石銑刀的相關(guān)內(nèi)容,PCD刀具使用壽命長,,可實現(xiàn)高效,、高速、高精度切削加工,,為此,,加工用于鋁合金汽車零件的聚晶金剛石(PCD)刀具的使用正在迅速增加。但愿上面能對讀者有所幫助,。