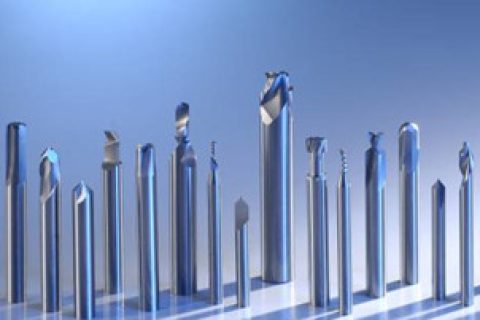
我們都知道銑刀片是多齒旋轉(zhuǎn)刀具,,例如,每個刀具齒固定在銑削葉片的旋轉(zhuǎn)側(cè),。銑削時參與切削的切削刃長,無空筆畫,,生產(chǎn)力高,。銑刀種類繁多,結(jié)構(gòu)豐富,,適用范圍廣。根據(jù)其用途,可分為三類:加工平面銑刀片,、加工槽銑刀片,、加工成形面銑刀片。一般規(guī)格的銑刀標準化,,一般在專業(yè)工具廠生產(chǎn)。以下銑刀片廠家將介紹一些典型的銑刀片加工種類及加工方法。

1.面銑刀:主要分布在圓柱或圓錐曲面上,端切削刃為輔助切削邊,,銑削刀軸垂直于加工曲面,。面銑刀主要用于在垂直銑削或水平銑床上加工樓梯和平面,,特別適用于大型平面加工,。主偏角為90的面銑刀可以銑削底部寬的樓梯面。用面銑刀加工平面,,同時參與切削的刀片多,,輔助切削刃精加工作用小,加工表面粗糙度小,,切削量大,,生產(chǎn)率高,應(yīng)用廣泛,。
2.立銑刀發(fā):是數(shù)控銑削中常用的銑刀之一,。圓柱面的切削刃分布在主切削刃和端面上,,主切削刃通常是螺旋齒。它能提高切削平滑度,,提高加工精度,。一般端銑刀的端中心沒有切削刃,所以端銑刀不能軸向進給,,主要用于加工垂直于側(cè)面的底平面,、凹槽、臺階面和模具加工的成型面,。
3,、三面刃銑刀:主要用于水平銑床加工臺階面和一端或兩端穿透的淺槽,不僅圓周有主切削刃,,兩側(cè)還有輔助切削刃,,改善切削條件,提高切削效率,,降低表面粗糙度,。然而,如果再次研磨,,寬度變化很大,,三面刃銑刀可以解決這個問題。
4,、螺紋銑刀:采用數(shù)控機床加工螺紋,,首先在歐美流行。隨著我國數(shù)控機床的發(fā)展,,我國許多客戶接受和喜愛,。螺紋銑刀利用數(shù)控加工中心機床的3軸驅(qū)動功能和G02或G03螺旋插值命令完成螺紋銑削操作。
螺旋銑刀是近年來發(fā)展迅速的先進工具,,越來越被廣泛接受,,優(yōu)異的加工性能,成為企業(yè)降低螺旋加工成本,、提高效率,、解決螺旋加工問題的有力武器。
那么銑刀片有哪些加工方法,?銑刀片廠家介紹以下五種銑削方法:
一,、普通銑削加工:
是一種常見的加工策略。切削寬度與切削深度的比率可以不同,,這取決于工序的類型,。刀具特性:刀具切削刃相對較長,芯直徑較小,對精度要求不高,。機床要求:無特殊要求,。
應(yīng)用領(lǐng)域:有基本的數(shù)控技術(shù),高難度的先進加工方法不可行,;金屬切除率只能達到一般水平,;應(yīng)用領(lǐng)域通常包括小批量、寬范圍的材料,。
二,、銑削高速加工:
它是一種結(jié)合小徑向切削深度、高切削速度和進給速度的加工策略,。根據(jù)采用的方法,,可以達到較高的材料切除率和較低的Ra值。該策略的典型特點是切削力低,,傳遞到刀具和工件上的熱量少,,毛刺形成減少,工件尺寸精度高,;在高速加工下,,比普通加工更快的切削速度可以達到高金屬切除率和良好的表面粗糙度。
刀具特性:穩(wěn)定性(芯直徑大,,切削長度短),清晰形成良好的容屑空間,,有利于良好的排屑和涂層,。
機床要求:高速CNC控制,高速,,工作臺進給速度快,。
應(yīng)用領(lǐng)域:模具行業(yè)淬硬鋼(48-62HRC)半精加工,交貨時間短,。當使用正確的刀具和先進的加工方法時,,該技術(shù)也可以應(yīng)用于許多其他材料。
三,、高性能銑削加工:
是一種可以達到非常高金屬切除率的加工策略,。該策略的典型特點是切削寬度是Dc的1倍,切削深度是Dc的1~1.5倍,,這取決于工件材料,;在高性能加工下,使用比普通加工切屑負載高得多的銑削刀片可以達到極高的金屬切除率,。
刀具特性:刀具排屑槽上專門開發(fā)的容屑結(jié)構(gòu),,刀尖由45°、小平面或刀尖弧保護,特別光滑的容屑空間,、涂層,、帶或無側(cè)固柄。
機床要求:高穩(wěn)定性,、高功率,、高剛度的夾緊系統(tǒng)。
應(yīng)用領(lǐng)域:在大規(guī)模生產(chǎn)加工中,,生產(chǎn)效率是關(guān)鍵指標,,或者要求高金屬切除率的單一產(chǎn)品加工。
四,、銑削高進給加工:
它是一種高進給加工策略,,將整個刀具直徑的深的高進給加工策略。在高進給加工下,,通過使用比普通加工更快的進給速度,,可以達到高金屬切除率和良好的表面粗糙度。
刀具特性:專門開發(fā)的刀尖,、極短的切削長度和涂層,。
機床要求:高穩(wěn)定性、高進給速度的可能性,。
應(yīng)用領(lǐng)域:從軟鋼到淬硬鋼,、鈦合金、不銹鋼,,比如高速加工前的預(yù)加工,,也可以用于深型腔加工。該技術(shù)的優(yōu)點之一是在CAM中非常方便用戶實現(xiàn)簡單,、安全,、快速的編程。采用所謂的等高線銑削策略,,在沒有豐富編程經(jīng)驗的前提下,,更容易編程復(fù)雜的形狀。
五,、銑削微加工:
采用極小刀具直徑的加工策略,。
刀具特性:直徑范圍為0.1至2.0毫米,切削長度短,,外圓縮徑寬,,精度高,涂層高,。
機床要求:主軸精度高,,轉(zhuǎn)速高,,數(shù)控,防止主軸伸長的熱穩(wěn)定性,。
應(yīng)用領(lǐng)域:在多種材料上加工各種型腔,。
以上是關(guān)于銑刀片加工種類的相關(guān)內(nèi)容,銑刀片是銑削應(yīng)用較為廣泛的刀具,,不同的銑刀片加工類型及種類也不同,,其功能特性也會有差異。希望以上內(nèi)容對讀者有幫助,。